
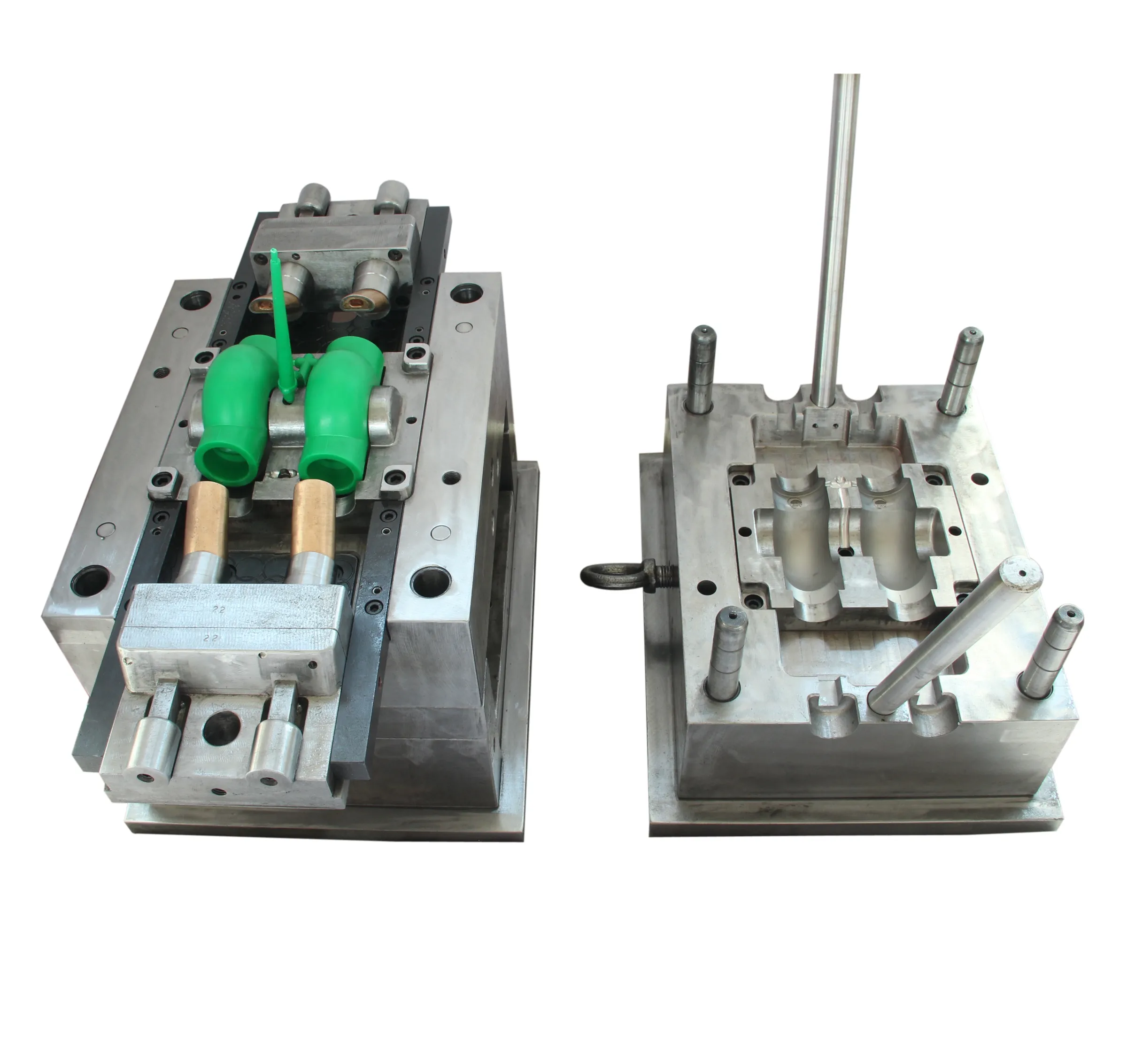
UPVC 50mm خم 90° پایپ فټینګ مولډ
د مولډ نوم:UPVC 50mm خم 90° پایپ فټینګ مولډ
غار: 4 cavities
د مولد اندازه: 50mm
مولډ فولاد: جرمني 2316 چین 2316 یا 4cr13 د جوف او کور لپاره
دروازه: مستقیمه دروازه
د مولډ جوړښت: زاویه پن او د تیلو سلنډر
د کور / جوف سختۍ: د ویکیوم تودوخې درملنې وروسته HRC 40-45 درجې
د انجکشن مولڈنگ ماشین: 300 T
د Taizhou Huangyan Hong Jin Mold Co., Ltd په 2002 کې تاسیس شوی. موږ د 23 کلونو څخه زیات د پایپ فټینګ مولډ ډیزاین او تولید کې مسلکي یو.
موږ ستاسو سره اوږدې همکارۍ ته سترګې په لار یو.
لاندې ستاسو د حوالې لپاره اصلي معلومات دي.
د PVC مولډ ډیزاین مرحله کې ستونزې
پیچلي رنر او د دروازې ډیزاین
مشکل: د PVC خټکی لوړ ویسکوسیټي او ضعیف مایعیت لري. د دې لپاره چې د مولډ غار ټولې برخې ډکې شي (په ځانګړي توګه پتلي دیوالونه او لرې برخې) په ورته وخت کې او په ورته ډول ، د جریان چینل (اصلي او شاخ چینلونه) او دروازې ډیزاین خورا مهم دی.
ځانګړي ننګونې:
متوازن جریان چینل: ډاډ ترلاسه کړئ چې د انجیکشن مولډینګ ماشین نوزل څخه د هر جوف پای ته د فشار راټیټ او جریان وخت یوشان دی ، ترڅو د لنډ انجیکشن (کافي ډکولو) یا د فشار فشار (زیات جریان ، لوړ داخلي فشار) پیښې مخنیوی وشي.
د دروازې موقعیت او شکل: د دروازې موقعیت ناسم انتخاب کولی شي د ضعیف فشار لرونکي ساحې کې د ویلډ نښو څرګندیدو لامل شي ، چې د پایپ فټینګ فشار فشار په جدي ډول اغیزه کوي. د دروازې اندازه هم باید په سمه توګه محاسبه شي. که دا خورا کوچنی وي، دا به د شین کولو په وخت کې د تودوخې لوی مقدار تولید کړي او د تخریب خطر ولري؛ که دا خورا لوی وي، یخ کول به ورو وي، دوره به اوږده وي، او د دروازې لرې کول به ستونزمن وي.
سړه مواد ښه او خارج کول: PVC د یخ کولو لپاره اسانه دی، او یو اغیزمن سړه مواد باید ډیزاین شي ترڅو د مخکینۍ سړې مواد ونیسي. په ورته وخت کې، پیچلې غارونه د ګاز د ننوتلو خطر لري، او دا اړینه ده چې مناسب او کافي اخراج سلاټونه تنظیم کړئ، که نه نو دا کولی شي د سوځیدنې (تزلزل) او د موادو کمښت لامل شي.
د غار ډیزاین او د انقباض اندازې اټکل
مشکل: د PVC د مولډینګ انقباض نرخ یو ثابت ارزښت ندی ، او دا د مختلف فاکتورونو لخوا اغیزمن کیږي لکه د رال درجه ، فورمول (لکه د ډکونکي مینځپانګې) ، د پروسې پیرامیټرې (د تودوخې ، فشار) او داسې نور.
ځانګړې ننګونه: ډیزاینران باید د تجربې او د موادو ژورې پوهې پراساس د مولډ مختلف برخو ته د انقباض مختلف نرخونه وټاکي. د بیلګې په توګه، د موټی او پتلی غوښې د انقباض کچه توپیر لري، او د جریان لوري او عمودی لوري سره د انقباض کچه هم توپیر لري. ناسم اټکل کولی شي په وروستي محصول کې د ابعادي انحراف لامل شي، په ځانګړې توګه د تار پیوستون اندازه او د پایپ فټینګ ساکټ فټینګ اندازه اغیزه کوي.
د یخولو سیسټم ډیزاین
مشکل: PVC د تودوخې حساس مواد دی چې باید په مؤثره او یوشان ډول د مولډ دننه یخ شي.
ځانګړي ننګونې:
یونیفورم یخ کول: د پایپ غیر منظم جوړښت او د دیوال غیر مساوي ضخامت پایله د یخولو نرخونه متضاد. هغه برخې چې د ورو یخولو سره به ډیر کم شي، په پایله کې د انقباض نښان، د وارینګ خرابوالی، او داخلي فشار.
د اوبو د لارې ترتیب: دا اړینه ده چې د اوبو د یخولو لارې د امکان تر حده نږدې او متوازن تنظیم کړئ د مولډ غار سطحې ته په پیچلي مولډ چوکاټونو او کورونو کې ، کوم چې د پروسس کولو وړتیا لوی ازموینه ده. غیر مساوي یخ کول مستقیم د تولید د دورې او د محصول حاصل کمیدو لامل کیږي.
د ډیمولینګ سیسټم ډیزاین
مشکل: د PVC فټینګونه معمولا داخلي تارونه، بدل شوي بکسونه، یا پیچلي ریب جوړښتونه لري.
ځانګړي ننګونې:
د کور د ایستلو میکانیزم: پیچلي سلیډینګ بلاکونه، مخ پر سر، او نور د کور ایستلو میکانیزمونه باید ډیزاین شي ترڅو د ډیمولینګ لاسته راوړلو لپاره ډیزاین شي. د دې بنسټونو ډیزاین باید دقیق، د اعتماد وړ، په حرکت کې نرم، له مداخلې څخه پاک وي، او کافي ځواک او مقاومت ولري.
د ټاپ آوټ بیلانس: د پورتنۍ پن ترتیب باید ډاډ ترلاسه کړي چې د پایپ فټینګ په اسانۍ او همغږي ډول بهر ایستل شوي. هر ډول عدم توازن کولی شي د محصول سپین، خراب، یا حتی مات شي.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
ایمیل







 Whatsapp
Whatsapp ټیلیفون
ټیلیفون